In the heart of the modern industrial revolution, Belt Conveyors serve as the circulatory system of global production and logistics. As we move through 2024, the demand for efficient, automated, and durable material handling systems has reached an all-time high. From the vast open-pit mines of Australia to the high-speed e-commerce fulfillment centers in North America, belt conveyors are the silent workhorses driving productivity.
The global belt conveyor market is currently experiencing a significant transformation driven by Industry 4.0. It is no longer just about moving items from point A to point B; it is about data integration, energy efficiency, and intelligent modularity. Factories are now seeking "Smart Conveyors" equipped with IoT sensors that can predict maintenance needs before a breakdown occurs, saving companies millions in potential downtime.
As a leading Top 10 Belt Conveyors Factory & Supplier, we recognize that the commercial landscape is shifting toward sustainability. Carbon-neutral manufacturing and energy-efficient motor systems are now primary requirements for large-scale industrial procurement. The ability to provide high-performance systems that minimize environmental impact while maximizing throughput is what separates the industry leaders from the rest.
AI-driven sortation systems and robotic arm integration are becoming standard. Buyers are increasingly looking for suppliers who can offer end-to-end automation solutions rather than just hardware.
Recyclable belt materials and low-friction components that reduce power consumption are at the forefront of procurement requests from European and North American markets.
The ability to reconfigure conveyor layouts quickly is vital for the dynamic e-commerce sector. Modular belt conveyors allow for rapid scalability and localized adjustments.
When searching for a Belt Conveyors Factory & Supplier, global procurement officers are prioritizing three key pillars: Reliability, Customization, and Cost-efficiency. In Southeast Asia, the focus is often on high-volume food processing conveyors that meet stringent hygiene standards. Conversely, in Western Europe, the focus shifts toward advanced logistics systems that integrate with complex warehouse management software (WMS).
Local application scenarios vary greatly. For instance, in mining applications, the focus is on heavy-duty impact resistance and long-distance transport capabilities. In the electronics industry, anti-static belts and precision movement are the top priorities. As a professional manufacturer, we tailor our engineering to meet these specific regional and industrial demands.

Shanghai TKS Logistics Technology Co., Ltd. is a premier name in the logistics equipment manufacturing sector. Based in the global hub of Shanghai, we leverage the city's unparalleled logistics infrastructure and technical talent to deliver world-class products. Our factory covers 10,000 square meters and is equipped with advanced stamping, resistance welding, and machining technology.
The "China Advantage" today is no longer just about cost; it is about Supply Chain Speed and Technological Agility. We can move from a custom design concept to a prototype faster than almost any other region in the world. Our professional management and technical team, including specialized technicians and quality control experts, ensure that every belt conveyor and storage solution meets international standards like ISO and CE.
Full-Service Customization: We provide tailor-made services to meet the usage habits of different customers in fields like automobiles, supermarkets, and chemical industries.
Export Expertise: With a strong footprint in Europe, America, and Japan, we understand the regulatory requirements and quality expectations of the most demanding markets.
Integrated Solutions: Beyond conveyors, our portfolio includes logistics trolleys, storage cages, and iron packaging boxes to provide a complete warehouse ecosystem.
As a leading Belt Conveyors Factory, we are heavily investing in R&D to address the challenges of the next decade. One of the most critical areas is the development of low-noise conveyor systems for urban fulfillment centers. As warehouses move closer to residential areas to facilitate "last-mile delivery," reducing the acoustic footprint of logistics equipment becomes a competitive necessity.
Furthermore, the integration of Automated Storage and Retrieval Systems (ASRS) with belt conveyors is creating seamless, "lights-out" warehouses. Our ASRS solutions and gravity pallet flow racks are designed to work in tandem with conveyor lines, creating a unified flow that reduces manual labor costs by up to 70%.
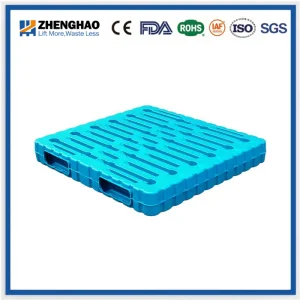
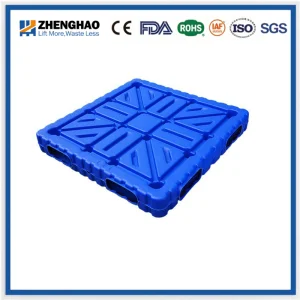
Localized application scenarios such as Cold Storage Logistics (as seen in our anti-slip wear-resistant pallets) require conveyor belts that can operate at sub-zero temperatures without losing flexibility or tensile strength. This level of specialization is why Shanghai TKS Logistics has won unanimous praise from global clients.
Business Type: Manufacturer & Logistics Solution Provider
Main Markets: Africa, Americas, Asia, Caribbean, East/West Europe, Middle East, Oceania, Worldwide.
Core Products: Logistics Trolleys, Steel Packing Boxes, Iron Pallets, Storage Shelves, and Comprehensive Belt Conveyor Systems.
In conclusion, choosing the right Belt Conveyors Factory & Supplier is a strategic decision that affects your operational bottom line. With Shanghai TKS Logistics Technology Co., Ltd., you are choosing a partner that combines the efficiency of Chinese manufacturing with the precision of global engineering standards. We aim to save space, improve efficiency, and reduce costs for every client we serve.