1 / 5
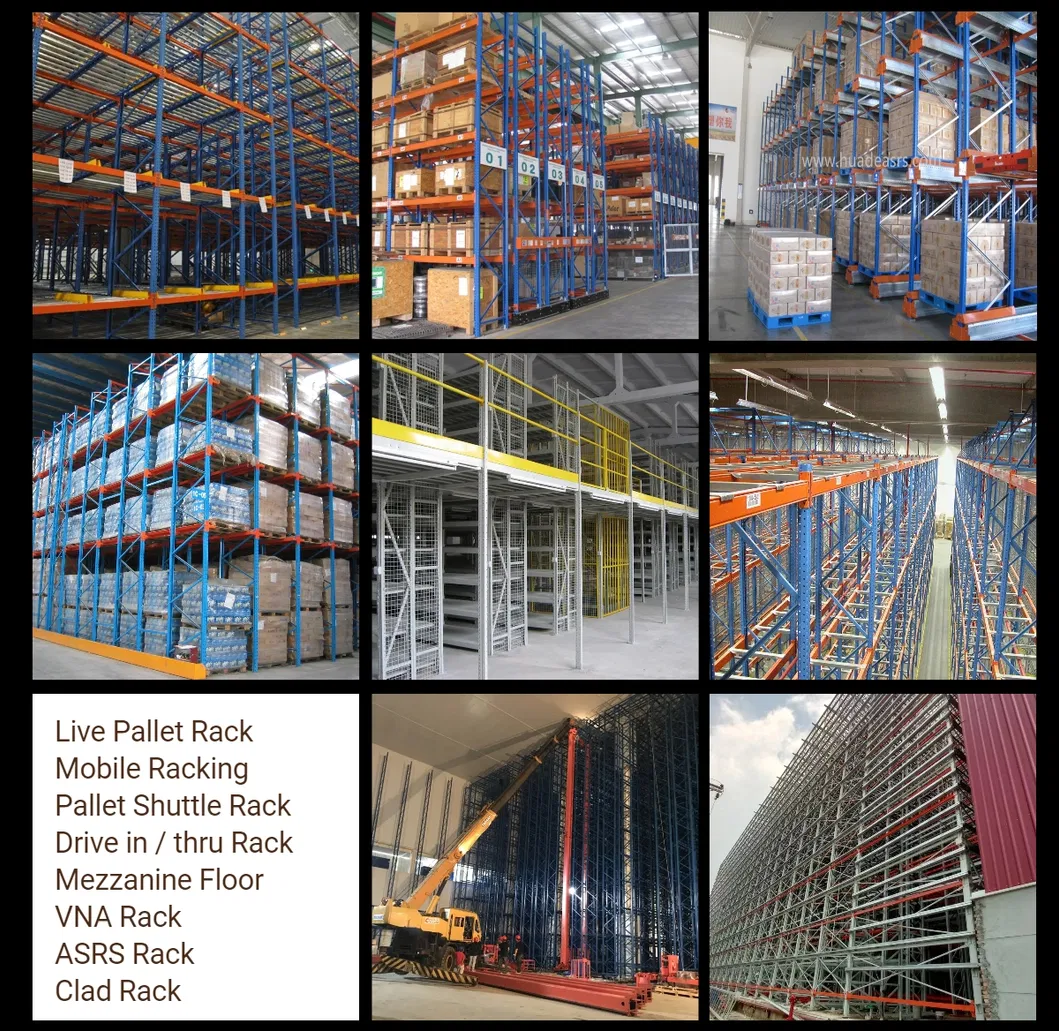
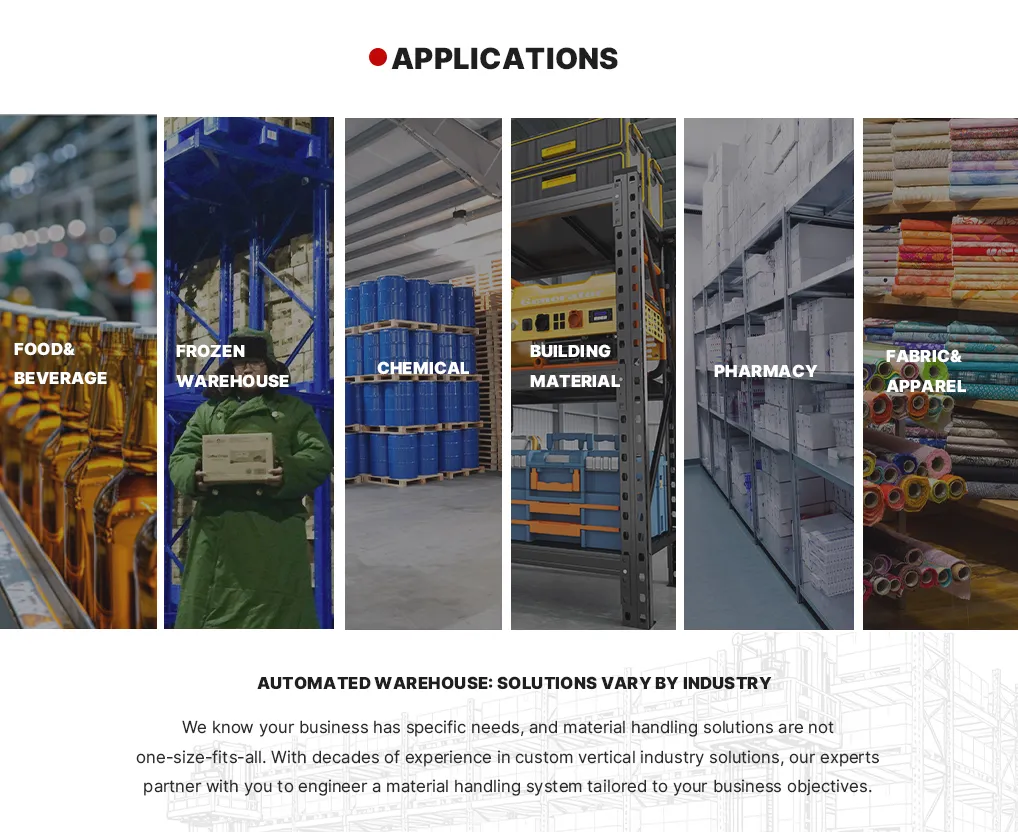
The motorized mobile pallet rack is a high-density, selective solution for palletized products stored in production workshops, distribution centers, and frozen warehouses. It is designed to maximize storage capacity by eliminating the need for multiple picking aisles.
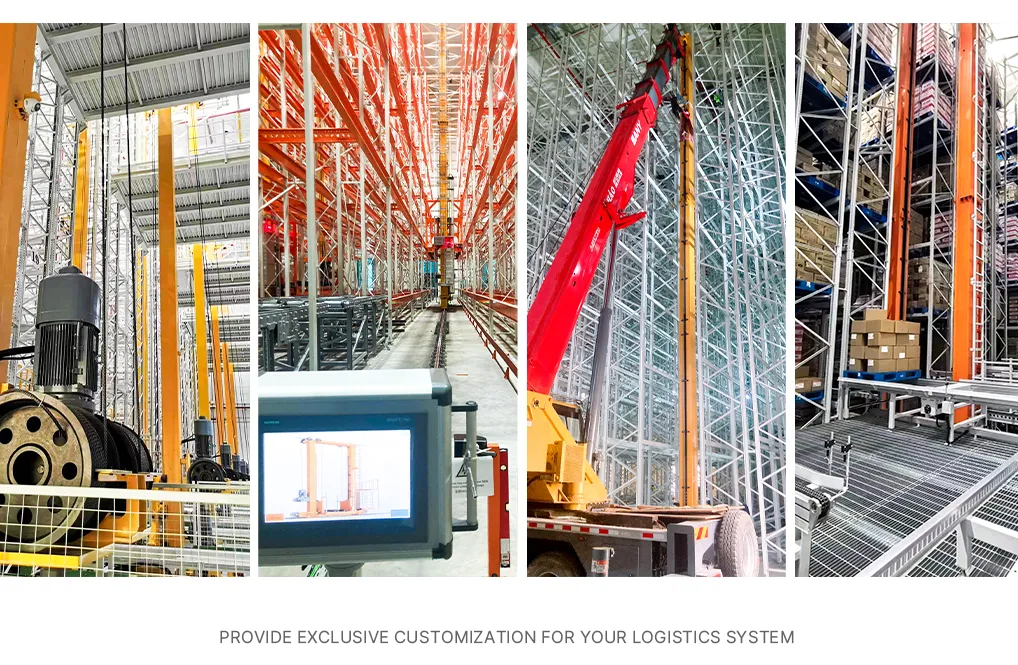
This system comprises conventional pallet or cantilever racking mounted on steel-framed mobile trolleys with built-in motors. These trolleys run along parallel rails embedded in the floor or utilize rail-less technology. With smooth wheel sets, each racking upright can bear heavy-duty loads up to 24 tons. Advanced sensor technology and user-friendly interfaces ensure safe remote operation at all times.
| Style | Corrosion-Resistant Automatic Electric Mobile Pallet Racking |
| Color | Standard: RAL 2004, 5010, 5012, 7035; or Customized |
| Package | Standard Export Package (Carton/Plastic Wrapping) |
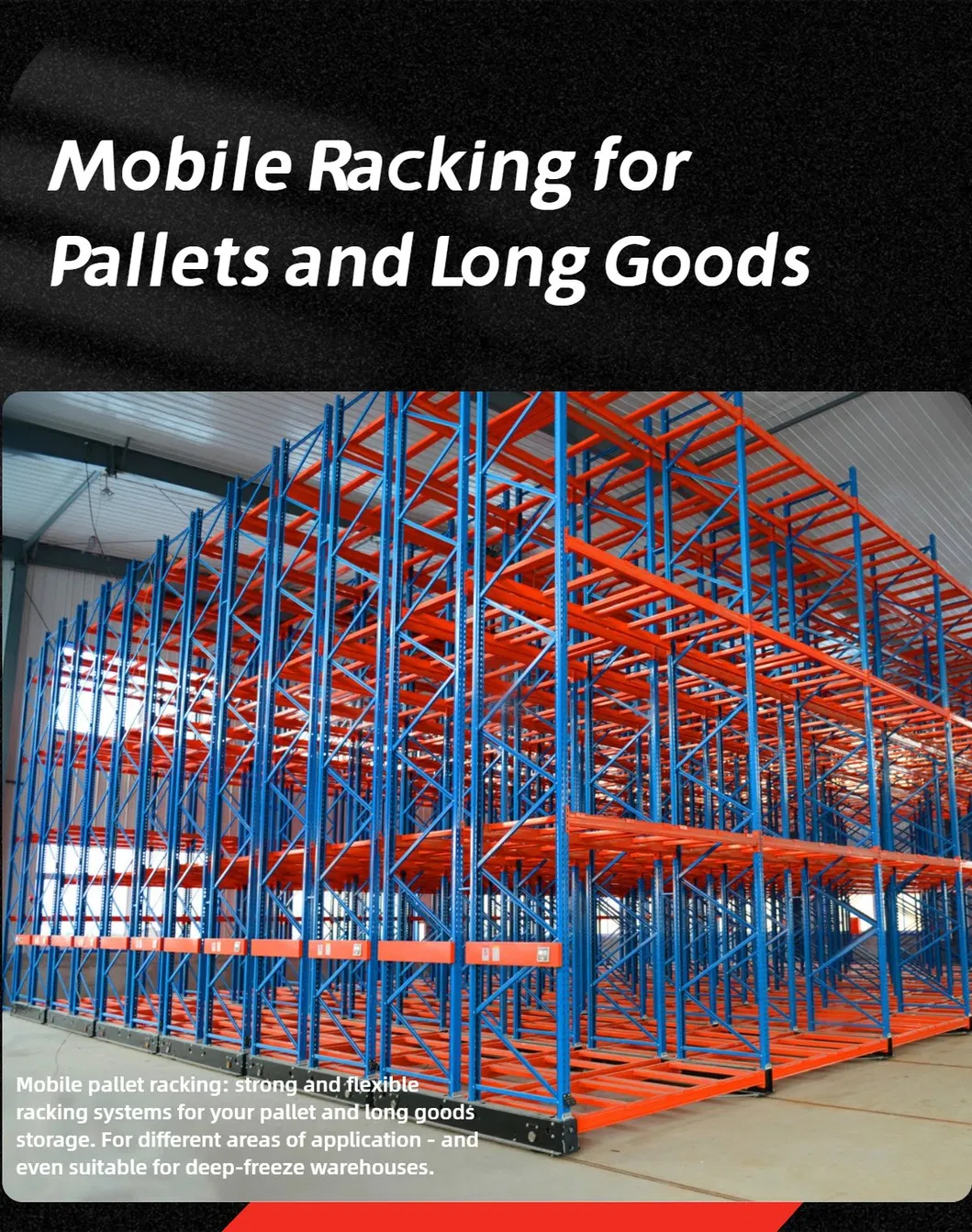

Basic-type mobile rack with embedded parallel rail systems, suitable for heavy-duty load scenarios. Ideal for standard pallets, containers, or barrels.
 📍 Non-Rail Type System
📍 Non-Rail Type System
Urethane wheels protect floor surfaces, eliminating the need for rails. This facilitates flexible layout changes and is most suitable for rented warehouses or industries (food/medical) where floor construction is restricted.
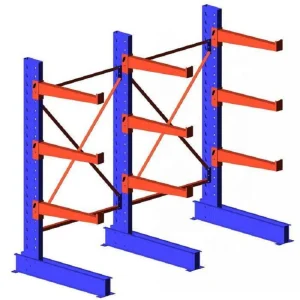
 📍 Mobile Cantilever Rack
📍 Mobile Cantilever Rack