




1 / 5
Automatic movable racking solutions with motor drive represent a high-density storage system where standard pallet racking is mounted on automated mobile carriages. This allows for the opening and closing of aisles as needed. It is the ideal logistical solution where a combination of compact storage and individual pallet accessibility is essential.
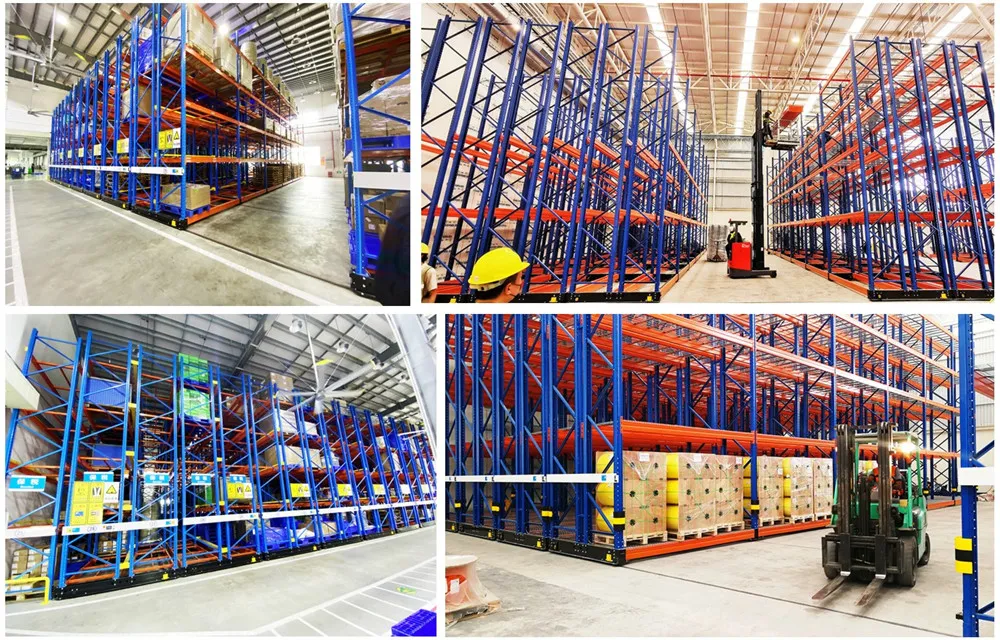
Key Feature: Traditional static racks require fixed aisles between every row. Mobile racks require only one aisle, increasing warehouse utilization to approximately 80% - 90%.
Two rows of back-to-back racks are installed on mobile bases. Each base features multiple rollers and drive motors. Electronic control buttons activate the motors to move the bases along floor rails.
Trackless Options: Systems can be designed without floor rails using high-strength polyester wheels that roll directly on the ground. Specialized versions are also available for refrigerated and explosion-proof environments.
| Specification | Detail | Specification | Detail |
|---|---|---|---|
| Material | Steel Q235B | Frame Height | 2000-12000mm |
| Beam Entry | 1200-4000mm | Mobile Capacity | Max. 36 tons/unit |
| Motor Power | 0.4-0.75KW | Wheel Size | Dia. 200-250mm |
| Loading | 500kg-4000kg/level | Moving Speed | 7-8m per minute |
| Finish | Powder Coated | Rail Type | Guided / Flat Rail |

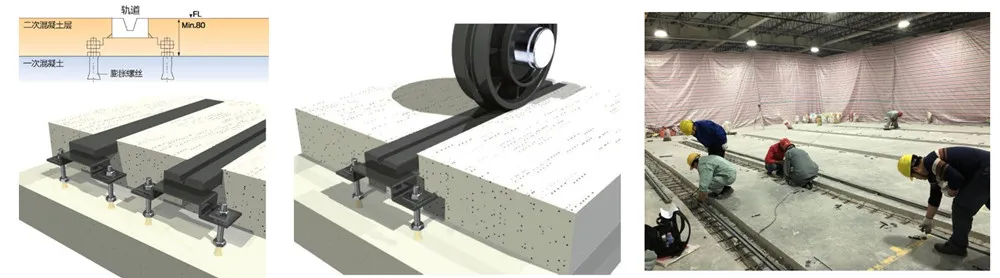
1. Existing Ground: Rails are laid in ground pits followed by secondary cement pouring.
2. New Warehouse: Rails are pre-buried during the initial floor construction for a perfectly level finish.
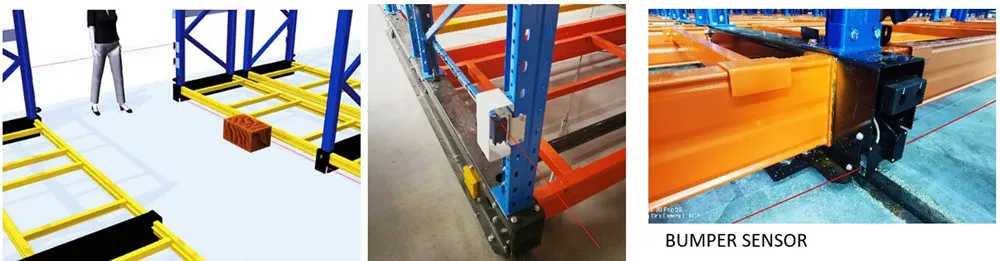
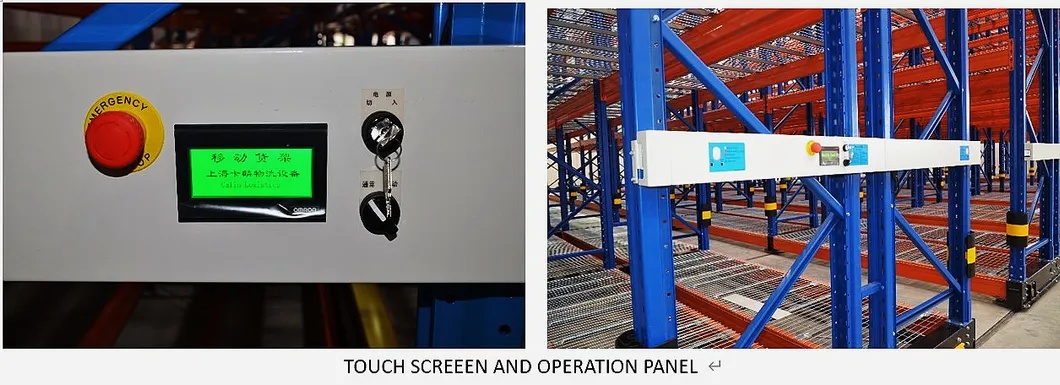
Systems are managed via integrated PLC software, which can be linked to a Warehouse Management System (WMS). Operational safety is guaranteed by a photoelectric beam system mounted on the uprights to detect obstacles.

Standard Export Packaging: Long profiles are bundled on plywood or steel pallets and wrapped in plastic film. Edge protectors are applied to thinner materials like steel decking. Small accessories are boxed and secured on pallets.



We provide "Total Storage Solutions" spanning Selective Pallet Racking to semi-automated and fully automatic systems. Our expert engineering team utilizes the latest AutoCAD software to deliver tailor-made proposals that meet exact storage and logistics requirements. Services include comprehensive consulting, planning, and maintenance throughout the project lifecycle.








